Educa's BigFoot
Re: Educa's BigFoot
![]() by educa » Mon Jan 23, 2012 6:53 am
by educa » Mon Jan 23, 2012 6:53 am
Greolt, thanks for idea, here my replies to them.
1) Mounting the table lift belt will indeed be quite hard. I don't see however how I would get it below the chamber because that would mean I would have to go below the table top (the brown is a 38mm thick MDF tabletop).
I do expect however that once I mounted this, it won't need a lot of servicing, since this is 15mm wide polyurethane T5 belt with steel reinforcements.
2) The space for the laser is indeed quite big, but that also has its purposes. First of all I want space to go upto 80Watt laser tube. Secondly, in the lower chamber below the actual laser there is place for the electronics, suction system + water cooling system which will all be internal, so that space will surely be used
3) About the pulleys. These are T5 pulleys. 20 tooth on the X axis with a direct 8mm mount to stepper motor shaft.
20 tooth T5 = 100mm for 1 rotation. The motor is 200 steps 3.1Nm and in 1/25th microstepping (plenty of power and running very smoothly) this gives me a resolution of 100 / 200 / 25 = 0.02mm (1/1270 ") I think that that is plenty for a lasercutter. HPGL PLT files even have only a resolution of 0.025mm (1/40th mm)
On the Y axis I couldn't go with 20 teeth pulleys, because I use taperlock mounting method. These ar here 40 teeth pulleys, so
at 1/25th step they give me a 200/200/25 = 0.04mm (1/635") resolution and normally I should be able to force this motor in 1/50th step because the 3.1Nm motor is very powerfull and speed on this Y axis is relatively lower then on the X axis. So resolution would then be 0.02mm in both X and Y
For Z axis the leadscrew is 20x4, so 4mm per rotation. Even with the stepper in half step mode there I get 4mm / 200 / 2 = 0.01mm resolution, so I don't see any problems there.
So to rephrase. I understand your point about the difficult to mount table lift belt. I don't see a direct solution to it however since I cannot make 20mm holes in this alu extrusion or I'll loose all of its power.
1) Mounting the table lift belt will indeed be quite hard. I don't see however how I would get it below the chamber because that would mean I would have to go below the table top (the brown is a 38mm thick MDF tabletop).
I do expect however that once I mounted this, it won't need a lot of servicing, since this is 15mm wide polyurethane T5 belt with steel reinforcements.
2) The space for the laser is indeed quite big, but that also has its purposes. First of all I want space to go upto 80Watt laser tube. Secondly, in the lower chamber below the actual laser there is place for the electronics, suction system + water cooling system which will all be internal, so that space will surely be used
3) About the pulleys. These are T5 pulleys. 20 tooth on the X axis with a direct 8mm mount to stepper motor shaft.
20 tooth T5 = 100mm for 1 rotation. The motor is 200 steps 3.1Nm and in 1/25th microstepping (plenty of power and running very smoothly) this gives me a resolution of 100 / 200 / 25 = 0.02mm (1/1270 ") I think that that is plenty for a lasercutter. HPGL PLT files even have only a resolution of 0.025mm (1/40th mm)
On the Y axis I couldn't go with 20 teeth pulleys, because I use taperlock mounting method. These ar here 40 teeth pulleys, so
at 1/25th step they give me a 200/200/25 = 0.04mm (1/635") resolution and normally I should be able to force this motor in 1/50th step because the 3.1Nm motor is very powerfull and speed on this Y axis is relatively lower then on the X axis. So resolution would then be 0.02mm in both X and Y
For Z axis the leadscrew is 20x4, so 4mm per rotation. Even with the stepper in half step mode there I get 4mm / 200 / 2 = 0.01mm resolution, so I don't see any problems there.
So to rephrase. I understand your point about the difficult to mount table lift belt. I don't see a direct solution to it however since I cannot make 20mm holes in this alu extrusion or I'll loose all of its power.
- educa
- Posts: 239
- Joined: Thu Dec 22, 2011 9:13 pm
Re: Educa's BigFoot
![]() by educa » Mon Jan 23, 2012 7:00 am
by educa » Mon Jan 23, 2012 7:00 am
By the way, I just had another look, but I can change the belt if I loose up 2 alu extrusions on both sides (the Z rail is still more then enough supported then) and then unscrew the bearings. Then i can just change the belt with no problems at al.
- educa
- Posts: 239
- Joined: Thu Dec 22, 2011 9:13 pm
Re: Educa's BigFoot
![]() by educa » Fri Jan 27, 2012 9:30 pm
by educa » Fri Jan 27, 2012 9:30 pm
Based on Greolts comments, I decided to redesign my complete machine structure to have hanging pulleys for the up/down table.
Design is not ready yet but pictures/video will follow.
In the meantime I have a question about exhaust fan. Its very important to extract all possible smoke from the machine and put it outside my house
I have a 12mm hose measuring about 2 meter and then I can blow out of the window.
Now the question. I read somewhere that you need about 100cfm , but would a fan like this one http://www.frozencpu.com/products/8147/ ... 6c435s1109 be something interesting ?
Would it make sense to put 1 fan IN the machine and 1 at the end of the hose in a push/pull config?
And what if I put 2 of these fans on top of eachother, am I right that this will NOT increase the cfm rate, but it will almost double the presure? And what would this be good for to increase this pressure?
Would I rather put 2 of these on top of eachother and then have 1 exhause hose, or maybe better have 2 of them besides eachother and then give each one a hose?
On the other hand I could also use a EFD inline ducted fan which is also used in model airplane business.
1 nice piece is http://www.hobbyking.com/hobbyking/stor ... oduct=4242 which still needs a motor but I think this beast could pump out HUGE amounts of power.
They also exist smaller.
The only big problem I have is that these motors seem to be rated mostly in grams of thrust instead of cfm, so its difficult to compare.
On the other hand I', pretty sure these brushless motors will outperform the pc ventilators by a very huge amount and they also offer the nice feature of being very easy to speed control (something some pc ventilators can also do of course)
I wonder, any hints/tips are more then welcome.
Bart
Design is not ready yet but pictures/video will follow.
In the meantime I have a question about exhaust fan. Its very important to extract all possible smoke from the machine and put it outside my house
I have a 12mm hose measuring about 2 meter and then I can blow out of the window.
Now the question. I read somewhere that you need about 100cfm , but would a fan like this one http://www.frozencpu.com/products/8147/ ... 6c435s1109 be something interesting ?
Would it make sense to put 1 fan IN the machine and 1 at the end of the hose in a push/pull config?
And what if I put 2 of these fans on top of eachother, am I right that this will NOT increase the cfm rate, but it will almost double the presure? And what would this be good for to increase this pressure?
Would I rather put 2 of these on top of eachother and then have 1 exhause hose, or maybe better have 2 of them besides eachother and then give each one a hose?
On the other hand I could also use a EFD inline ducted fan which is also used in model airplane business.
1 nice piece is http://www.hobbyking.com/hobbyking/stor ... oduct=4242 which still needs a motor but I think this beast could pump out HUGE amounts of power.
They also exist smaller.
The only big problem I have is that these motors seem to be rated mostly in grams of thrust instead of cfm, so its difficult to compare.
On the other hand I', pretty sure these brushless motors will outperform the pc ventilators by a very huge amount and they also offer the nice feature of being very easy to speed control (something some pc ventilators can also do of course)
I wonder, any hints/tips are more then welcome.
Bart
- educa
- Posts: 239
- Joined: Thu Dec 22, 2011 9:13 pm
Re: Educa's BigFoot
![]() by educa » Sun Feb 12, 2012 11:37 pm
by educa » Sun Feb 12, 2012 11:37 pm
Today I took some time to have a look at implementing PPI in my software which will run on an atmel microcontroller.
I looked at Dirktheeng's arduino code and found out how he did it.
It is actually quite easy to do.
My machine has 20teeth T5 pulleys on the axis and I have 200step steppers configured in 1/25th step (even at that high microstepping they have incredible torque since they are 3,1Nm motors)
Now if I calculate right this meant that 1 step on the stepper motor will give me 0,02mm of travel on my axis (100mm/(200*25)) the 100mm being the travel of my belt with 1 rotation of pulley.
If 1 step is 0,02mm then theoretically my maximum ppi will be 25,4/0,02= 1270PPI if I let the laser pulse on each step.
But. because there is a difference in timing between a step which only moves 1 axis and a step which moves both X and Y, this will not be reachable. If moving a single axis counts for 1 step, then moving both axes at same time counts for aproximately 1.42 steps (Pythagoras)
I could actually put my stepper driver in 1/50th microstep mode and probably still get more then enough torque, so then I would be able to achieve upto 2540PPI , but is this really needed?
When I look at Dirks code now, then it looks like he calculates travel and then if that travel is over a certain toggle value, he shoots the laser for 1 pulse and resets that travel to begin counting again. I wonder however why he zeroes that cumulative travel variable, because if its OVER a certain value, then it means that it is at that value + a remainder, but by zeroing that remainder is lost ans so possibly also the next ppi calculation will be off by some amount.
Or is this all not exact rocket science and are aproximations more then enough?
In Dirks code I see a float ppiX which makes me think he has a 157steps per mm of travel on his machine. I have 50 steps per mm and if I set microstepping to 50 I have 100steps.
Would that mean that PPI is possible on my setup? Just by counting steps and adding 1 or 1.42 to a cumulative counter and looking for overflows passing a certain toggle value?
What are actually common PPI values used to cut through acrylic and wood ? Is it values like 1200 ? Or is it more like 400PPI ? This makes a big difference in accuracy here for my calculations.
For example, if I draw a straight line with only 1 axis and I shoot the laser every 5 steps then theoretically I would get 508PPI
Correct me if wrong, but doesn't that mean that when I setup a cumulative counter on my arduino or avr (still have to decide) which adds 1.0 for very step moved in only 1 direction and 1.4142135 for each move in 2 directions in the same step, then when I fire the laser every time this cumulative counter gets bigger or equal to 5, I will aproximately fire 508PPI with my laser?
That would make implementation very easy. Of course in that case I am hardcoding some values in my microcontroller, but it would make everything so simple and the hardcoded values can always be recalculated for another machine setup.
I hope somebody can shine a light on this a little.
Thank you,
Bart
I looked at Dirktheeng's arduino code and found out how he did it.
It is actually quite easy to do.
My machine has 20teeth T5 pulleys on the axis and I have 200step steppers configured in 1/25th step (even at that high microstepping they have incredible torque since they are 3,1Nm motors)
Now if I calculate right this meant that 1 step on the stepper motor will give me 0,02mm of travel on my axis (100mm/(200*25)) the 100mm being the travel of my belt with 1 rotation of pulley.
If 1 step is 0,02mm then theoretically my maximum ppi will be 25,4/0,02= 1270PPI if I let the laser pulse on each step.
But. because there is a difference in timing between a step which only moves 1 axis and a step which moves both X and Y, this will not be reachable. If moving a single axis counts for 1 step, then moving both axes at same time counts for aproximately 1.42 steps (Pythagoras)
I could actually put my stepper driver in 1/50th microstep mode and probably still get more then enough torque, so then I would be able to achieve upto 2540PPI , but is this really needed?
When I look at Dirks code now, then it looks like he calculates travel and then if that travel is over a certain toggle value, he shoots the laser for 1 pulse and resets that travel to begin counting again. I wonder however why he zeroes that cumulative travel variable, because if its OVER a certain value, then it means that it is at that value + a remainder, but by zeroing that remainder is lost ans so possibly also the next ppi calculation will be off by some amount.
Or is this all not exact rocket science and are aproximations more then enough?
In Dirks code I see a float ppiX which makes me think he has a 157steps per mm of travel on his machine. I have 50 steps per mm and if I set microstepping to 50 I have 100steps.
Would that mean that PPI is possible on my setup? Just by counting steps and adding 1 or 1.42 to a cumulative counter and looking for overflows passing a certain toggle value?
What are actually common PPI values used to cut through acrylic and wood ? Is it values like 1200 ? Or is it more like 400PPI ? This makes a big difference in accuracy here for my calculations.
For example, if I draw a straight line with only 1 axis and I shoot the laser every 5 steps then theoretically I would get 508PPI
Correct me if wrong, but doesn't that mean that when I setup a cumulative counter on my arduino or avr (still have to decide) which adds 1.0 for very step moved in only 1 direction and 1.4142135 for each move in 2 directions in the same step, then when I fire the laser every time this cumulative counter gets bigger or equal to 5, I will aproximately fire 508PPI with my laser?
That would make implementation very easy. Of course in that case I am hardcoding some values in my microcontroller, but it would make everything so simple and the hardcoded values can always be recalculated for another machine setup.
I hope somebody can shine a light on this a little.
Thank you,
Bart
- educa
- Posts: 239
- Joined: Thu Dec 22, 2011 9:13 pm
Re: Educa's BigFoot
![]() by educa » Thu Feb 16, 2012 10:00 pm
by educa » Thu Feb 16, 2012 10:00 pm
Because there are some actions to be done with timing, I decided to move a little of the PPI logic off to a second atmega chip (end result will probably run on a $1.5 chip)
For PPI I have done tests in shooting times.
De motion control system will be an arduino, but the pulses to shoot the laser will go through the little extra chip.
This chip will understand 3 shooting modes initially (it is possible that I'll make this software configurable)
For PPI I will need a 3ms pulse
For Engraving I will need a lot smaller pulses like 0.4ms
For continuous work (dunno what I'll need it for if I have PPI) I'll have continuasly on.
So it works like this.
Whenever I want the laser to shoot, I let my arduino give 1 pulse to the extra chip. That chip receives the signal and aproximately 5.5 microseconds later it starts to shoot the laser and acts indepenent of the arduino.
After 3ms flat (I can do this accurately with about +- 104nanoseconds play) the laser automatically shuts off.
This means I will take off a lot of processing hunger. It will be taken away from the arduino and put onto the separate atmel chip.
I even have space on that controler to implement full power control for the laser in an 8 bits setting, so theoretically I will be able to set the power of the laser from 0 to 100% in 256 steps or aproximately steps of 0.4%)
Now at this moment these timings of 3ms and 0.4ms are fixed programmed into the chip, but I'm looking to let the chip communicate with the main arduino so I can download other settings at runtime.
This will make the motion control so much easier and I really don't need a DSP for it as I can create accurate timings which only defer about 104ns from the wanted timings.
Thats looking promising for a $1.5 chip
For PPI I have done tests in shooting times.
De motion control system will be an arduino, but the pulses to shoot the laser will go through the little extra chip.
This chip will understand 3 shooting modes initially (it is possible that I'll make this software configurable)
For PPI I will need a 3ms pulse
For Engraving I will need a lot smaller pulses like 0.4ms
For continuous work (dunno what I'll need it for if I have PPI) I'll have continuasly on.
So it works like this.
Whenever I want the laser to shoot, I let my arduino give 1 pulse to the extra chip. That chip receives the signal and aproximately 5.5 microseconds later it starts to shoot the laser and acts indepenent of the arduino.
After 3ms flat (I can do this accurately with about +- 104nanoseconds play) the laser automatically shuts off.
This means I will take off a lot of processing hunger. It will be taken away from the arduino and put onto the separate atmel chip.
I even have space on that controler to implement full power control for the laser in an 8 bits setting, so theoretically I will be able to set the power of the laser from 0 to 100% in 256 steps or aproximately steps of 0.4%)
Now at this moment these timings of 3ms and 0.4ms are fixed programmed into the chip, but I'm looking to let the chip communicate with the main arduino so I can download other settings at runtime.
This will make the motion control so much easier and I really don't need a DSP for it as I can create accurate timings which only defer about 104ns from the wanted timings.
Thats looking promising for a $1.5 chip
- educa
- Posts: 239
- Joined: Thu Dec 22, 2011 9:13 pm
Re: Educa's BigFoot
![]() by educa » Wed Apr 18, 2012 10:06 pm
by educa » Wed Apr 18, 2012 10:06 pm
Roughly 2 months have passed by and it was very silend on my buildlog, but it was certainly not silent here
A lot of part have been ordered and I have now begun assembling my aluminium extrusions.
The machine is quite big (therefore its name bigfoot) and I must say I'm thrilled with the quality of the extrusions I bought. They are mostly 35x35mm (yes, the normal buildlog 2.x extrusions are only 20x20) and for some parts I use 45x45mm
There is around $1300 of aluminium extrusions used in this beast and I think you can lay a cow on it and it will not bend
The slides are all ball bearing linear THK precision slides and the z-table is working in precision spindles. Every part needed is cnc-milled very accurately to ensure no oddities.

This is a left view of the machine

Front left view. Notice the big lid to open the case (the lid will disable the whole machine when opened for safety, because there also happens to live a 7yo boy here)

Lid opened
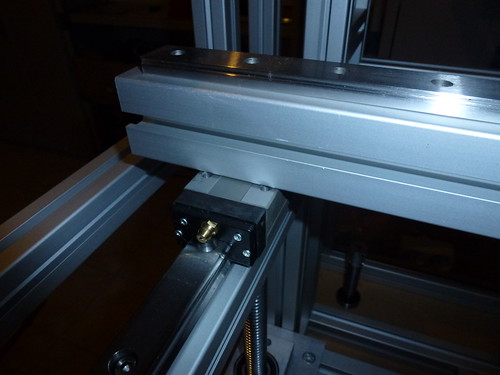
View on a few linear ball bearing thk rails. These still need a lot of mounting using custom milled aluminium pieces, but thats not for this week

Another view on ball bearing rails (the one on top will be X and the other one is 1 of the 2 Y axes). You can also see the up-down-spindle on this picture

Closeup of the up-down-table mounting system. Precision spindle with steel net keeping the table in place and being able to lift it.

Another view of the T5 pulleys. All mounting had been custom made

Here you see a top-down picture showing the up-down table, but currenly there is not yet a perforated steel plate on it + the honeycomb material which will be 0.787" thick.
These are very exciting times because I am now spending all my time milling all these individual parts to mount the machine. Everything is in high quality aluminium so this machine will be extremely rigid.
A lot of part have been ordered and I have now begun assembling my aluminium extrusions.
The machine is quite big (therefore its name bigfoot) and I must say I'm thrilled with the quality of the extrusions I bought. They are mostly 35x35mm (yes, the normal buildlog 2.x extrusions are only 20x20) and for some parts I use 45x45mm
There is around $1300 of aluminium extrusions used in this beast and I think you can lay a cow on it and it will not bend
The slides are all ball bearing linear THK precision slides and the z-table is working in precision spindles. Every part needed is cnc-milled very accurately to ensure no oddities.
This is a left view of the machine
Front left view. Notice the big lid to open the case (the lid will disable the whole machine when opened for safety, because there also happens to live a 7yo boy here)
Lid opened
View on a few linear ball bearing thk rails. These still need a lot of mounting using custom milled aluminium pieces, but thats not for this week
Another view on ball bearing rails (the one on top will be X and the other one is 1 of the 2 Y axes). You can also see the up-down-spindle on this picture
Closeup of the up-down-table mounting system. Precision spindle with steel net keeping the table in place and being able to lift it.
Another view of the T5 pulleys. All mounting had been custom made
Here you see a top-down picture showing the up-down table, but currenly there is not yet a perforated steel plate on it + the honeycomb material which will be 0.787" thick.
These are very exciting times because I am now spending all my time milling all these individual parts to mount the machine. Everything is in high quality aluminium so this machine will be extremely rigid.
- educa
- Posts: 239
- Joined: Thu Dec 22, 2011 9:13 pm
Re: Educa's BigFoot
![]() by jkarpy » Wed Apr 25, 2012 1:44 pm
by jkarpy » Wed Apr 25, 2012 1:44 pm
I noticed you are using the Light Object Pro laser head mount. Are you willing to share the CAD file?
- jkarpy
- Posts: 10
- Joined: Thu Apr 19, 2012 6:06 pm
- Location: Orlando
Re: Educa's BigFoot
![]() by educa » Wed Apr 25, 2012 5:16 pm
by educa » Wed Apr 25, 2012 5:16 pm
Of course you can have the CAD model.
As a matter of fact, this site is a community to help eachother, so I will share my complete CAD model. It is made in Sketchup8 and shows my complete machine.
I hope somebody can do something with it.
Maybe my machine is not 100% recommended to build unless you have a nice budget, because I use very high quality 35x35 extrusions cut to a precision of 0.01mm + ball bearing slide rails (all THK) + all other parts are machined out of machining-aluminium with high rigidity. It is a bigfoot and its price tag will reach to the $4000 when finished, so I certainly didn't try to make the cheapest one.
On the other hand, I wanted to build the machine from scratch with a large cutting area and pro building materials.
Price was not important for this one
I attached my Google Sketchup 8 CAD file so please tell me if you could download it. The laser head + mirror holders are in the CAD file. I didn't buy the holder at lightobjects by the way but on ebay at CNCOLETECH
As a matter of fact, this site is a community to help eachother, so I will share my complete CAD model. It is made in Sketchup8 and shows my complete machine.
I hope somebody can do something with it.
Maybe my machine is not 100% recommended to build unless you have a nice budget, because I use very high quality 35x35 extrusions cut to a precision of 0.01mm + ball bearing slide rails (all THK) + all other parts are machined out of machining-aluminium with high rigidity. It is a bigfoot and its price tag will reach to the $4000 when finished, so I certainly didn't try to make the cheapest one.
On the other hand, I wanted to build the machine from scratch with a large cutting area and pro building materials.
Price was not important for this one
I attached my Google Sketchup 8 CAD file so please tell me if you could download it. The laser head + mirror holders are in the CAD file. I didn't buy the holder at lightobjects by the way but on ebay at CNCOLETECH
- Attachments
-
 educa_bigfoot.zip
educa_bigfoot.zip- Google sketchup CAD file of my bigfoot lasercutter.
- (1.91 MiB) Downloaded 3167 times
- educa
- Posts: 239
- Joined: Thu Dec 22, 2011 9:13 pm
Re: Educa's BigFoot
![]() by educa » Thu Apr 26, 2012 12:03 pm
by educa » Thu Apr 26, 2012 12:03 pm
10 downloads allready of the cad file and no comments.
Is the cad file so good or is it just awfully bad?
Is the cad file so good or is it just awfully bad?
- educa
- Posts: 239
- Joined: Thu Dec 22, 2011 9:13 pm
Re: Educa's BigFoot
![]() by sports.racer » Thu Apr 26, 2012 2:20 pm
by sports.racer » Thu Apr 26, 2012 2:20 pm
educa wrote:10 downloads allready of the cad file and no comments.
Is the cad file so good or is it just awfully bad?
More like 12 downloads.
I've added your parts to my Sketchup model. They seem so big in my design but the dimensions are right.
Thanks for the parts!
- Attachments
-
- sports.racer
- Posts: 23
- Joined: Thu Jun 03, 2010 11:11 pm
Who is online
Users browsing this forum: No registered users and 24 guests