Brushless DC CNC Spindle
40 posts
• Page 4 of 4 • 1, 2, 3, 4
Re: Brushless DC CNC Spindle
![]() by Enraged » Fri Feb 24, 2012 7:22 pm
by Enraged » Fri Feb 24, 2012 7:22 pm
out of curiosity, can you drive the ESC unit with a servo tester like this: http://www.hobbypartz.com/ek2-0907.html
- Enraged
- Posts: 439
- Joined: Fri May 06, 2011 3:13 pm
Re: Brushless DC CNC Spindle
![]() by bdring » Fri Feb 24, 2012 7:28 pm
by bdring » Fri Feb 24, 2012 7:28 pm
I am pretty sure that would work. I almost mentioned that in a previous post, but I was hoping no one would take the lazy way and actually do the code.
Bart
"If you didn't build it, you will never own it."
"If you didn't build it, you will never own it."
- bdring
- Site Admin
- Posts: 2966
- Joined: Sun Nov 22, 2009 7:33 pm
- Location: Chicago, IL, USA
Re: Brushless DC CNC Spindle
![]() by Enraged » Fri Feb 24, 2012 8:26 pm
by Enraged » Fri Feb 24, 2012 8:26 pm
lazy way haha
Pololu had a great blog post about controlling a servo: http://www.pololu.com/blog/18/simple-ha ... ng-a-servo
The most important graphic on the post:
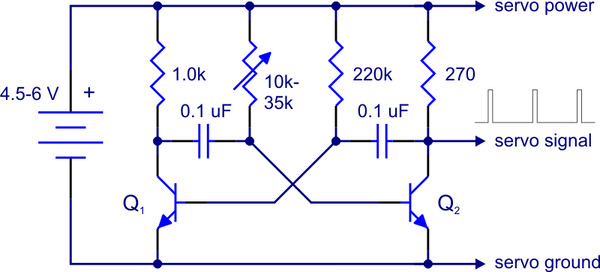
I'd still love to have something Pololu-compatible, so what about using the Ardiuno to read an M3 gcode spindle on, and then use that to activate a transistor and "turns on" the circuit above? Ideally, you would have a potentiometer either on the little Pololu-compatible board, or have it connected via the standard stepper output connection. After all, you would have 4 wires to work with on that connection, so servo power, servo signal, servo/pot ground, and pot resistance for the circuit.
Thoughts? Sorry if this post is rather haphazard, I'm reading/searching during odd free time.
Pololu had a great blog post about controlling a servo: http://www.pololu.com/blog/18/simple-ha ... ng-a-servo
The most important graphic on the post:
I'd still love to have something Pololu-compatible, so what about using the Ardiuno to read an M3 gcode spindle on, and then use that to activate a transistor and "turns on" the circuit above? Ideally, you would have a potentiometer either on the little Pololu-compatible board, or have it connected via the standard stepper output connection. After all, you would have 4 wires to work with on that connection, so servo power, servo signal, servo/pot ground, and pot resistance for the circuit.
Thoughts? Sorry if this post is rather haphazard, I'm reading/searching during odd free time.
- Enraged
- Posts: 439
- Joined: Fri May 06, 2011 3:13 pm
Speed Control
![]() by bdring » Fri Feb 24, 2012 9:54 pm
by bdring » Fri Feb 24, 2012 9:54 pm
With a single pin you could control the motor on off and the speed via the Arduino with no external components.
It is actually very simple. GRBL, Sprinter, Marlin, etc use a timer interrupt to do all the work. When you get a speed change command or on/off command you you calculate two numbers "on time" and "off time" for the pulse pin. A counter in the interrupt counts to each time and flips the pin. Those time values are simply what would give you the duty cycle at the update rate you want based on the interrupt frequency. It is all incrementing integers inside the interrupt so it would not effect performance.
It is actually very simple. GRBL, Sprinter, Marlin, etc use a timer interrupt to do all the work. When you get a speed change command or on/off command you you calculate two numbers "on time" and "off time" for the pulse pin. A counter in the interrupt counts to each time and flips the pin. Those time values are simply what would give you the duty cycle at the update rate you want based on the interrupt frequency. It is all incrementing integers inside the interrupt so it would not effect performance.
Bart
"If you didn't build it, you will never own it."
"If you didn't build it, you will never own it."
- bdring
- Site Admin
- Posts: 2966
- Joined: Sun Nov 22, 2009 7:33 pm
- Location: Chicago, IL, USA
Re: Brushless DC CNC Spindle
![]() by edward.ford » Tue Feb 28, 2012 5:59 pm
by edward.ford » Tue Feb 28, 2012 5:59 pm
Quick update on the RC Spindle:
I got around to cutting a proper UHMW mount plate on Saturday, then did some test fitting. Everything seemed to line up nicely and the mount looks like it's going to work pretty well in terms of rigidity and support.
So... there we have it. Everything needed is in hand and the spindle has been mounted to my test rig. If all goes well, I'll have the video up tonight!
I got around to cutting a proper UHMW mount plate on Saturday, then did some test fitting. Everything seemed to line up nicely and the mount looks like it's going to work pretty well in terms of rigidity and support.
So... there we have it. Everything needed is in hand and the spindle has been mounted to my test rig. If all goes well, I'll have the video up tonight!
- edward.ford
- Posts: 8
- Joined: Mon Oct 17, 2011 5:06 pm
Re: Brushless DC CNC Spindle
![]() by iGull » Thu Mar 01, 2012 11:00 am
by iGull » Thu Mar 01, 2012 11:00 am
Hi All
Just a note, I get the R2hobbies newsletter, and in today's February 2012 #2 issue, they have a new 1800kv water cooled brushless inrunner boat motor ...
http://www.r2hobbies.com/
This may or may not be useful to you.
Cheers
Neil
Just a note, I get the R2hobbies newsletter, and in today's February 2012 #2 issue, they have a new 1800kv water cooled brushless inrunner boat motor ...
http://www.r2hobbies.com/
This may or may not be useful to you.
Cheers
Neil
EMOs are a sign of weakness ...
- iGull
- Posts: 171
- Joined: Mon Dec 06, 2010 2:59 pm
- Location: Edinburgh, Scotland
Big On ORD
![]() by bdring » Thu Mar 01, 2012 1:55 pm
by bdring » Thu Mar 01, 2012 1:55 pm
Just for fun I mounted it on the Quantum (virtually). It looks pretty big, but it does fit with only drilling 4 holes. One of the goals of the original spindle was minimal distance of the spindle shaft from the mounting surface to reduce stress on the machine. I think that helps, but I don't think this design is appropriate for the ORD. It is too big. I think for PCB milling you want a higher speed than this geared down version. The water cooling would be a pain.
Bart
"If you didn't build it, you will never own it."
"If you didn't build it, you will never own it."
- bdring
- Site Admin
- Posts: 2966
- Joined: Sun Nov 22, 2009 7:33 pm
- Location: Chicago, IL, USA
Re: Big On ORD
![]() by frob » Thu Mar 01, 2012 4:00 pm
by frob » Thu Mar 01, 2012 4:00 pm
bdring wrote:...I think for PCB milling you want a higher speed than this geared down version. The water cooling would be a pain.
I like it!
i will definitely want to add that as an option to my Hadron build. I was thinking about this before - you're right about PCB drilling- high speed but low torque is ok , and considering how inexpensive RC brushless motors have become, i would prefer to have 2 separate mounts , one geared down for machining light metal and plastic, and another just holding the high-speed motor with a 1/8" collet chuck substituted for the motor shaft itself and better bearings installed.
I also agree about water cooling - its efficient but not too practical on such an elegantly simple & portable platform - so "heli" style motor with integral cooling fan would be the way to go i think.
What may be more of a problem though is the Z-axis feed rates; for drilling PCB's they need to be quite fast (it explains why the refer to holes as drill "hits") otherwise you burn the board and ruin the bits pretty fast.
I was just thinking about that earlier this morning - there's 2 options i think to increasing the Z- speed:
1 - change the leadscrew system for something else, maybe timing belt again ?
2 - add a secondary, short throw but fast Z- axis, on the spindle itself.
I'm not sure which is easier or better. Option #1 requires significant re-engineering of the ORDbot platform, so not so easy.
But it would be nice i think to make all linear motion based on a common system (timing belt) like the X and Y.
Option #2 is probably easier as an add-on, but still a little tricky to keep it light and thin enough so you don't end up with the spindle axis cantilevered too far out in front - even a little flex when drilling 10 thou holes will either make the hole miss its mark or more likely snap the bit.
- frob
- Posts: 260
- Joined: Tue Jan 31, 2012 6:24 pm
- Location: Montreal, Quebec, Canada
Re: Brushless DC CNC Spindle
![]() by Enraged » Sun Mar 04, 2012 7:57 pm
by Enraged » Sun Mar 04, 2012 7:57 pm
if you are considering changing the Z screws, look at ACME threaded rod. You can pick up a set of appropriate size, with a nut and bearings, for around $20 on eBay.
- Enraged
- Posts: 439
- Joined: Fri May 06, 2011 3:13 pm
Re: Brushless DC CNC Spindle
![]() by daveczrn » Wed Apr 11, 2012 12:27 am
by daveczrn » Wed Apr 11, 2012 12:27 am
How were you powering the brushless motor? Maybe it was said and i just missed it but isnt it expensive to supply enough power for a motor like this without using batteries?
- daveczrn
- Posts: 21
- Joined: Sun Mar 11, 2012 10:08 am
40 posts
• Page 4 of 4 • 1, 2, 3, 4
Who is online
Users browsing this forum: No registered users and 1 guest